

Лазерная резка, гибка и сварка металла: как выбирают технологию обработки
Изготовление металлической детали редко ограничивается одной операцией. Сначала лист, трубу или профиль необходимо раскроить, затем придать заготовке нужную форму, соединить отдельные элементы и проверить точность готового изделия. Поэтому лазерная резка, гибка и сварка обычно рассматриваются не как отдельные услуги, а как последовательные этапы единого производственного процесса.
Выбор технологии зависит от материала, толщины металла, формы изделия, допустимых отклонений и размера партии. Метод, подходящий для изготовления нескольких простых кронштейнов, может оказаться слишком дорогим или медленным при выпуске сотен сложных корпусов. Ошибка на первом этапе также влияет на все последующие операции: неточный раскрой затрудняет гибку, а плохо подготовленные кромки снижают качество сварного соединения.
Лазерная резка: точный раскрой сложных деталей
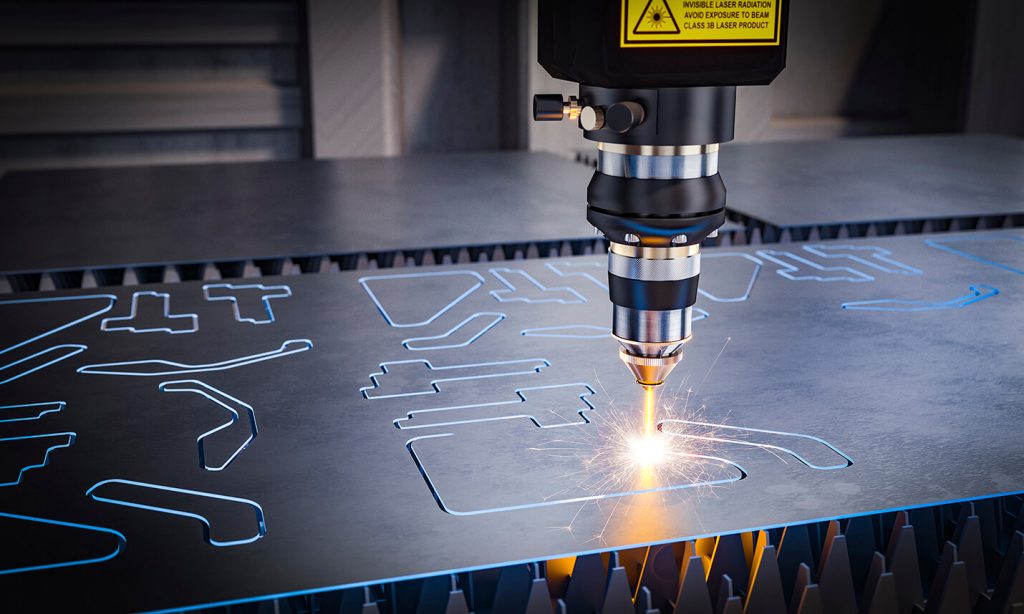
Лазерную резку используют для обработки листовой стали, нержавейки, алюминия и других металлов. Сфокусированный луч нагревает материал по заданному контуру, позволяя получать детали сложной формы с ровными кромками, отверстиями, пазами и декоративными элементами.
Главное преимущество технологии — высокая точность и возможность быстро переходить от одного чертежа к другому. Для запуска производства не требуется изготовление отдельного штампа или сложной оснастки. Достаточно подготовить цифровой файл, проверить расположение деталей на листе и задать параметры оборудования.
Когда лазерная резка особенно эффективна
- при изготовлении деталей со сложным внешним контуром;
- при большом количестве отверстий и внутренних вырезов;
- при выпуске небольших и средних партий продукции;
- при повышенных требованиях к точности размеров;
- при необходимости сократить объём последующей обработки кромок.
При выборе режима резки учитывают толщину листа, марку металла, мощность оборудования и требования к поверхности. Чем толще материал, тем ниже может быть скорость обработки. Для некоторых изделий также важно правильно подобрать технологический газ, поскольку он влияет на состояние кромки и образование окалины.
Гибка металла: формирование объёмной детали
После раскроя плоскую заготовку часто необходимо превратить в корпус, короб, кожух, кронштейн или другой объёмный элемент. Для этого применяется гибка на прессах. Заготовка размещается между матрицей и пуансоном, после чего оборудование формирует изгиб под заданным углом.
На результат влияет не только настройка станка, но и свойства самого материала. Металл после снятия нагрузки частично возвращается в исходное положение. Это явление называют пружинением. Его необходимо учитывать заранее, иначе фактический угол детали будет отличаться от указанного в чертеже.
Что проверяют перед гибкой
Специалисты оценивают толщину листа, радиус изгиба, направление проката, длину полок и расстояние от линии сгиба до отверстий. Если отверстие расположено слишком близко, оно может деформироваться. При проектировании также нужно убедиться, что выбранная последовательность операций позволяет выполнить все изгибы без столкновения детали с инструментом или корпусом станка.
Для единичных изделий небольшие отклонения иногда можно исправить вручную. В серийном производстве такой подход приводит к потерям времени и нестабильному качеству, поэтому параметры гибки рассчитывают и тестируют до запуска всей партии.
Сварка: соединение отдельных элементов
Сварка применяется, когда конструкцию невозможно изготовить из одной заготовки или когда сборная деталь оказывается технологичнее и дешевле цельной. Таким способом создают рамы, опоры, корпуса, резервуары, элементы оборудования и металлические конструкции различного назначения.
Выбор способа сварки зависит от типа металла, толщины деталей, требований к прочности и внешнему виду шва. Для обычной стали часто используется полуавтоматическая сварка. При работе с нержавейкой, алюминием и тонкими элементами может применяться аргонодуговая технология, позволяющая точнее контролировать процесс и получать аккуратное соединение.
Почему подготовка деталей важна не меньше самой сварки
Качество шва напрямую зависит от точности раскроя и сборки. Между соединяемыми элементами не должно быть неконтролируемых зазоров, загрязнений, масла, ржавчины или окалины. Детали фиксируют в нужном положении, проверяют геометрию и только после этого выполняют окончательную сварку.
При нагреве металл расширяется, а после охлаждения сжимается. Из-за этого конструкцию может повести. Чтобы уменьшить деформацию, сварочные швы выполняют в определённой последовательности, используют прихватки, кондукторы и временные крепления. Для ответственных изделий после сварки дополнительно проверяют размеры, прочность соединений и состояние поверхности.
Как выбрать подходящую последовательность обработки
В большинстве случаев производство начинается с лазерного раскроя. Затем выполняется гибка, после неё — сборка и сварка. Однако эта схема подходит не для всех изделий. Иногда отдельные элементы удобнее сварить до окончательного формования, а отверстия или посадочные места приходится обрабатывать уже после соединения деталей.
Оптимальную технологию определяют ещё на этапе подготовки чертежей. Необходимо заранее понимать, какие поверхности являются базовыми, где допускаются сварные швы, какие размеры считаются критическими и потребуется ли последующая шлифовка, покраска или нанесение защитного покрытия.
Чем раньше производственные специалисты подключаются к проектированию, тем меньше риск создать деталь, которую сложно или неоправданно дорого изготавливать. Иногда небольшое изменение радиуса изгиба, расположения отверстия или конструкции соединения заметно упрощает производство, снижает расход металла и сокращает время выполнения заказа.
Что определяет стоимость готовой детали
Цена зависит не только от массы использованного металла. На неё влияют сложность контура, количество резов, число изгибов, длина сварных швов, необходимость зачистки и требования к точности. Значение имеет и расположение деталей на листе: грамотная раскладка уменьшает количество отходов и позволяет эффективнее использовать материал.
Для единичных изделий основную часть стоимости может составлять подготовка производства. При увеличении партии эти расходы распределяются между всеми деталями, поэтому цена одной единицы снижается. Однако крупная серия требует особенно внимательной проверки первого образца: незамеченная ошибка в чертеже или настройках способна повториться на всей партии.
Лазерная резка, гибка и сварка дают лучший результат, когда рассматриваются как единая технологическая цепочка. Точный раскрой облегчает формование, правильно выполненная гибка ускоряет сборку, а качественная подготовка соединений обеспечивает прочность и аккуратный внешний вид готового изделия.
Комментарии закрыты.